While extrusion and die casting are common for high-volume, simple heat sinks, CNC machining is the primary choice for performance-critical applications. CNC allows for complex geometries, such as non-constant cross-sections or multi-directional fins, that cannot be achieved through traditional forming. CNC machining a heat sink is an ideal choice for rapid prototyping and small-batch production where speed and precision are paramount.
Saying that, high volume CNC machining is also preferred if there is no frequent design changes and need complex heat sinks with high precision.
CNC machining also facilitates the integration of mounting holes, precision threads, and internal cavities within a single setup. This reduces secondary operations and ensures high positional accuracy for critical mounting interfaces. Fsproto offers precision CNC machining with tolerances as tight as ±0.003 mm to meet the most demanding thermal requirements.
Critical DFM Parameters for Fin Design
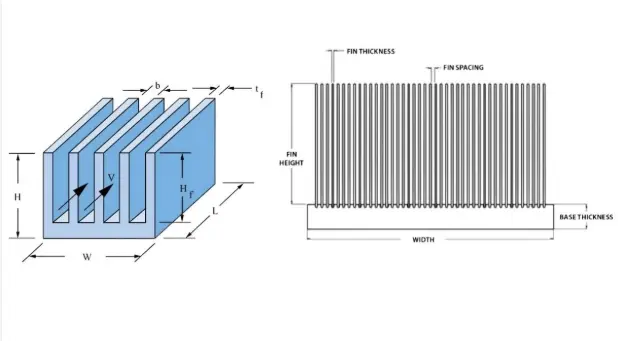
Heat sink efficiency depends primarily on usable surface area, but CNC machining imposes strict geometric limits on how that area can be created. Overdesigning fins—making them too thin or too tall—increases tool deflection and machining time, which directly inflates your Total Cost of Ownership (TCO).
Fin Thickness and Spacing
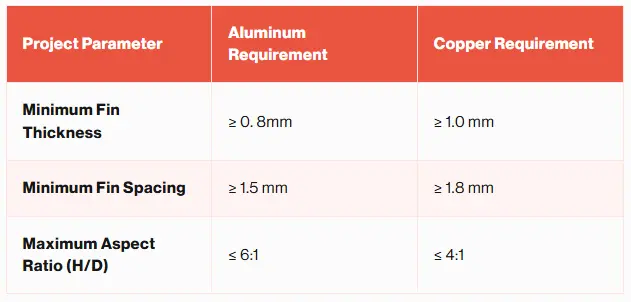
Aluminum and copper behave differently under the stress of a cutting tool. Aluminum is lighter and easier to machine, whereas copper is prone to burring and tool adhesion. Use the following table to guide your initial design phase:
The Aspect Ratio Constraint
The aspect ratio (height to width) is the most critical factor in CNC heatsink cost. High aspect ratios require longer, more flexible tools that must run at slower feeds and speeds to avoid breakage. If your design exceeds a 6:1 ratio in aluminum, you risk significant vibration and poor surface finish.Pro Tip: If your thermal requirements exceed the surface area that CNC can provide within these limits, consider a hybrid design or contact our engineers for a design review.

Material selection has a direct impact on the heat sink function and performance.Therefore, a right heat sink material must balance thermal conductivity with weight and machinability. While copper offers superior thermal performance, its manufacturing complexity often leads engineers back to aluminum for the majority of the assembly.
Engineering Comparisons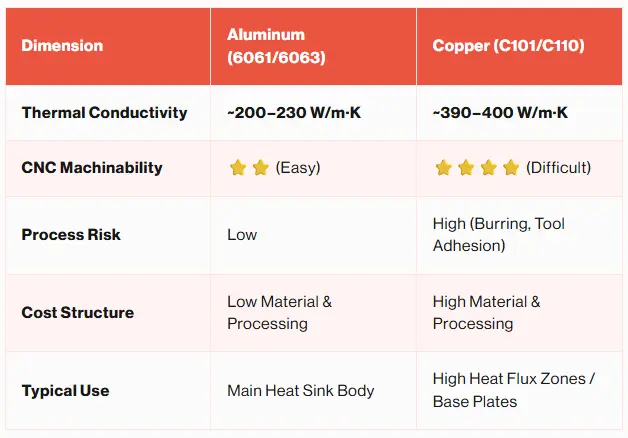
Copper is often used only where it is most effective: the heat source interface. A common high-performance strategy is the Hybrid Design, where a copper base plate is integrated with aluminum fins. CNC machining allows for the precise pocketing and interface tolerances required to make these hybrid assemblies efficient.
Thermal resistance (R??) is not solely a function of material and fin geometry. The efficiency of the Thermal Interface Material (TIM) depends heavily on the flatness and roughness of the contact surface.
R??=ΔT/P
Where ΔT is the temperature gradient, and P is the power dissipation. If the contact surface is not perfectly flat, air gaps are created. Even small air gaps increase total thermal resistance by 30–50%, wiping out the benefit of higher-conductivity materials like copper.
Base Thickness Rule
Thicker heat sink bases provide lower in-plane thermal resistance, allowing heat to spread sideways before reaching the fins. On the other hand, too thin sheets can cause hot spots on the fins. Therefore, choose a base thickness higher than twice the average fin thickness when designing heat sinks for CNC machining.
Recommended Machining Tolerances
To ensure optimal TIM performance, we recommend the following specifications for the heat sink base:
- Contact Surface Flatness: ≤ ±0.05 mm
- Hole Positional Accuracy: ≤ ±0.02 mm
- Thread Depth Tolerance: ≤ ±0. 1mm
Fsproto uses advanced inspection equipment, including CMM and XRF, to verify these critical dimensions before shipping. You can upload your STEP file to our platform to receive a free DFM report that flags any surfaces that may fall outside these precision limits.
Procurement professionals must look beyond the initial unit price to understand the TCO. Factors such as logistics, quality certifications, and lead times play a significant role in project success.
Why Fsproto Wins on Heat Sink Price and Production Speed?
Traditional brokerage models, like Xometry, often introduce transparency issues and higher markups because they do not always own the production facilities. Fsproto combines its own factories with a network of 700+ certified partners, giving us direct control over the supply chain and a lower cost structure.
- Speed: CNC quotes are provided in minutes, with production as fast as 1 day.
- Transparency: Our online platform offers real-time order tracking and automated DFM feedback.
- Quality: We hold ISO 9001, 13485, 14001, and IATF 16949 certifications, ensuring compliance for automotive and medical applications.
For Small and Medium-Sized Businesses (SMBs), where the CEO or lead engineer often makes the final purchasing decision, this combination of speed and certified quality reduces the risk of project delays.
Micro-tolerances are the primary requirement in any heat sink in electronics, ranging from 0.01mm to 0.005mm. It is due to the compact designs of electronic devices. Another factor to consider is thermal-driven DFM. It involves optimizing the heat sink geometry for better convection and conduction rates.
Consequently, the thermal DFM model focuses on the end performance requirements of heat sinks. For instance, the performance of a heat sink SSD in a gaming PC directly impacts the user experience, and here DFM must be optimized for high transfer rate while being compact in size. Other examples include a MOSFET heat sink for a power transistor, a heat sink laptop, and cooling sensor heatsinks in an industrial line.
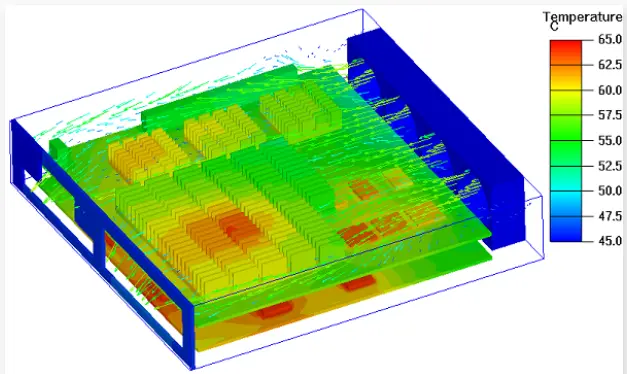
Designer and engineers uses computer software like ANSYS to run the thermal simulation. It helps validate that geometry is CNC machinable and provides optimal thermal performance.
To avoid overdesign and minimize costs, follow this DFM checklist before finalizing your heat sink model and subimmiting the design to cnc machining manufacturer. for production:
- Internal Corners: Ensure all internal vertical corners have a radius. Avoid square corners that require expensive EDM or specialized tooling.
- Cavity Depth: Limit the depth of any pockets to 4x the tool diameter to prevent tool breakage.
- Fin Geometry: Stay within the 6:1 aspect ratio for aluminum to avoid tool deflection and vibration.
- Surface Finish: Only specify high-polish finishes on contact surfaces. Use bead blasting or anodizing for non-critical areas to improve aesthetics and corrosion resistance.
- Consolidation: Can multiple parts be combined into one CNC machined component to reduce assembly labor?.
Successfully designing a CNC machined heat sink requires a balance of thermal science and manufacturing reality. By maintaining fin aspect ratios within 6:1, prioritizing aluminum for complex geometries, and ensuring base flatness of ±0.05 mm, you can achieve high-performance cooling without the premium costs of over-engineered parts.
Ready to validate your design? Upload your CAD file to Fsproto today for an instant CNC machining quote and a comprehensive DFM analysis from our expert engineering team.
 Chloe
Published Date: 2026/1/12
Chloe
Published Date: 2026/1/12