15 Types of Milling Operations
Milling is machining that involves the removal of material from a metal workpiece using a rotary cutting tool. Learn more about it here.
 Ethan
Published Date: 2025/10/17
Ethan
Published Date: 2025/10/17

Milling is machining that involves the removal of material from a metal workpiece using a rotary cutting tool. Learn more about it here.
Ethan
Published Date: 2025/10/17
Face milling is beloved in the manufacturing world because it can be used to make accurate and smooth surfaces, even on larger pieces. It can make pockets and steps in metal by flattening the material and smoothing out the top. A face mill has cutting edges on its face, which is the part that looks like a disk, and these cutters work by shaving off material from a workpiece horizontally until it reaches the depth required (this will be preset by you). This image explains how it works: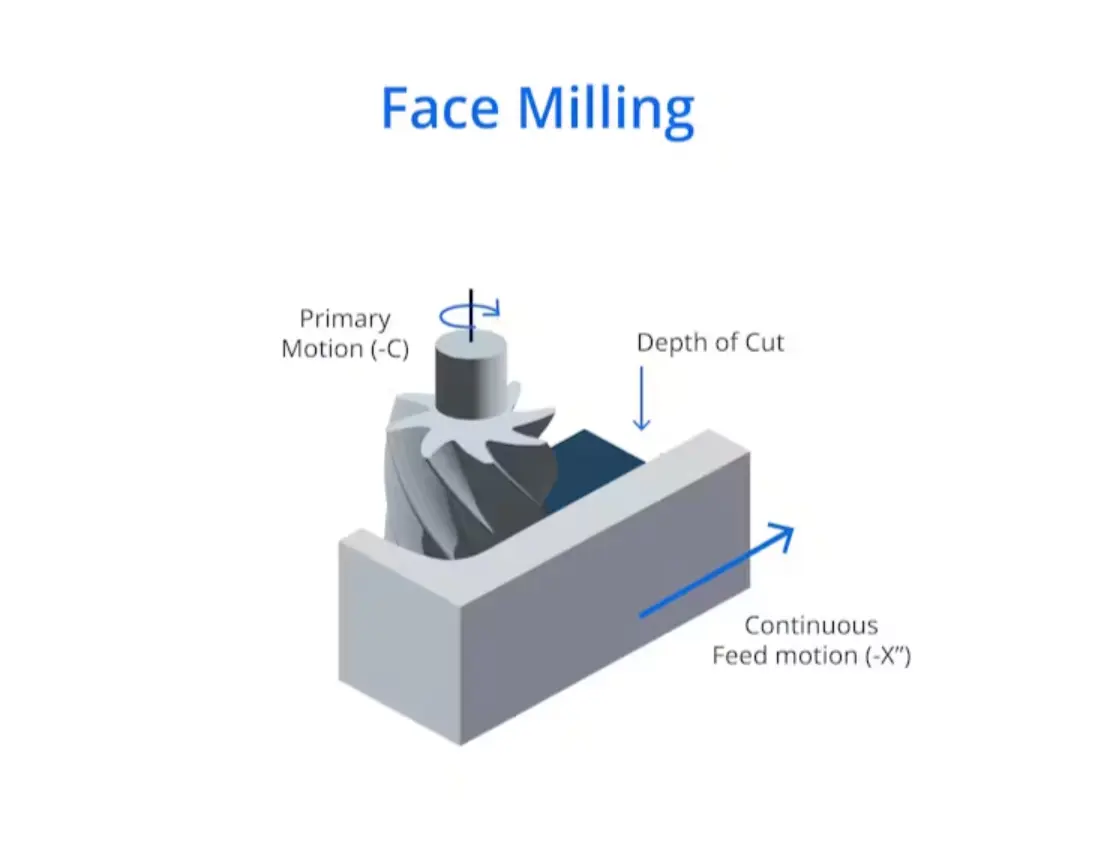
Slot milling makes slots (like grooves or trenches) in any size with a slot cutter which looks like a circular saw blade. This will cut into the sides of the materials to do the job, but you can also use an end mill that cuts on its side and face. It basically carves out a channel in the material, making things like the slot your keys go into (keyways) and other grooves, like this one: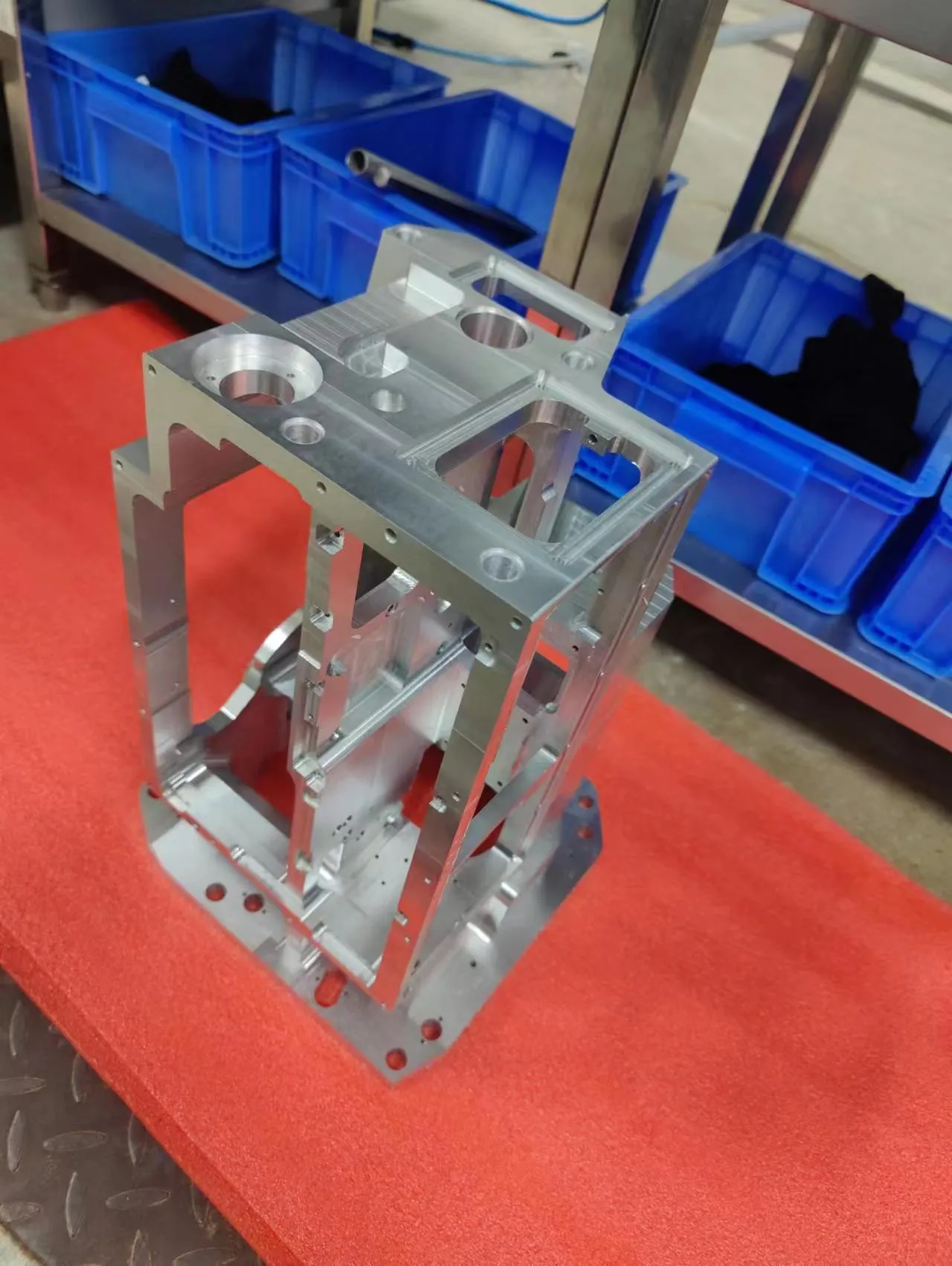
The tool used in end milling has cutting edges on both its end and sides and can make things like slots, pockets, and contours. This method is very common because it is versatile. It’s a little like a drill bit that can cut straight down (plunging) but it can cut sideways, too. The below diagram will give you an idea of how it works.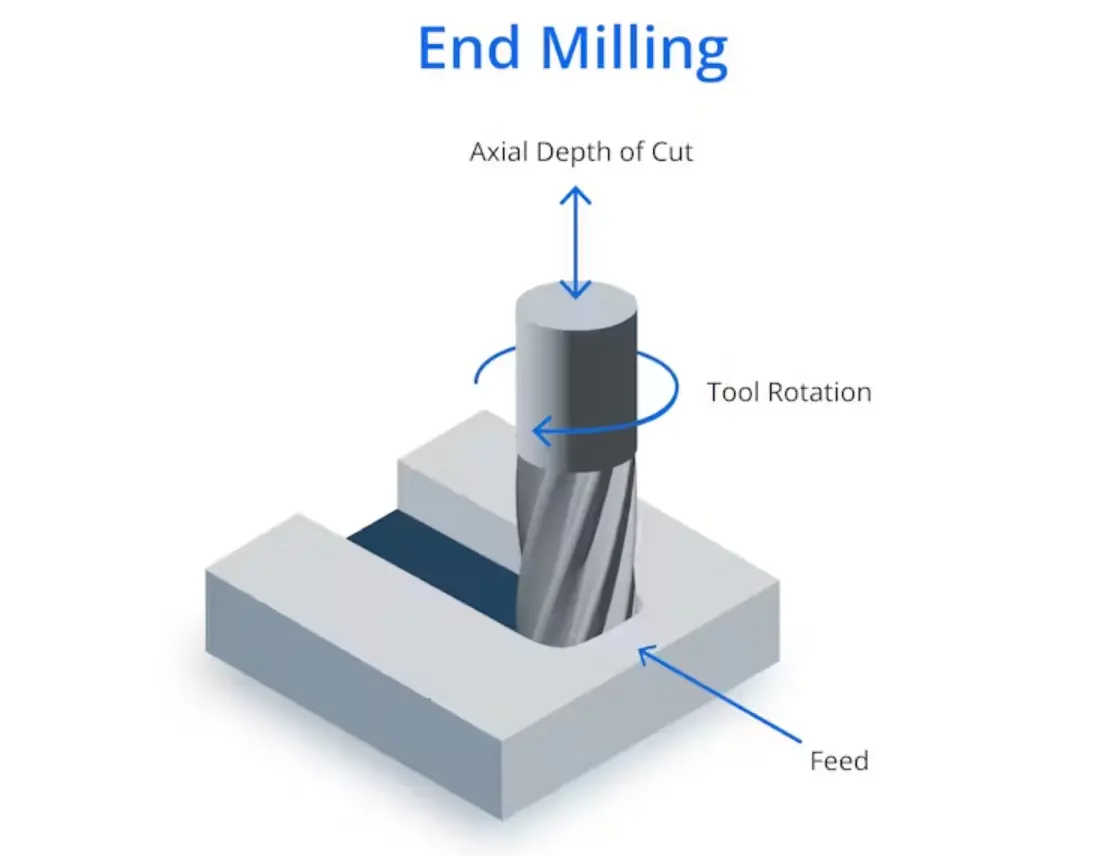
The spiraling threads you find on screws and bolts are made with thread milling. The tool has many cutting edges and is able to make threads in many different materials, in all different sizes, and can even tackle more complex designs. The thread milling cutting tool (which, by the way, is known for its durability and accuracy) rotates around the material along the thread path to cut the threads. Its capabilities are pretty much limited to making threads, but it does make them exceedingly well. Here’s a picture of a thread made by thread milling:
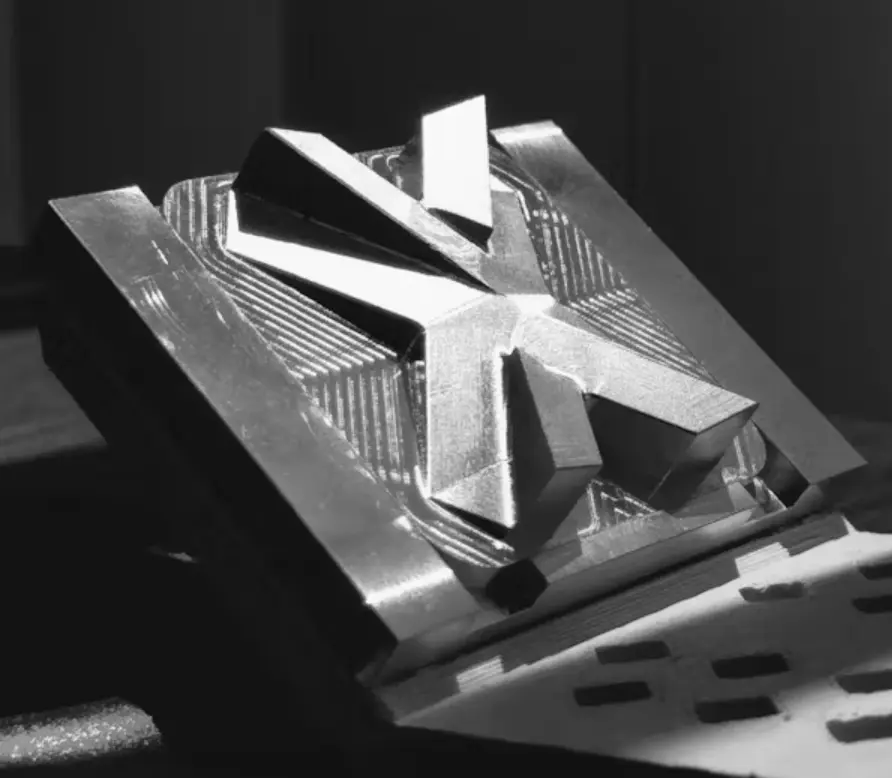
If you have to make complex shapes and profiles on a surface, profile milling will be your best friend. It uses a tool with multiple cutting edges to make curves and angles and also has a ball tip that moves around, smoothing everything out. It sometimes (but not always) uses multiple axes to make the cuts. Getting an axis to cooperate in manual milling is, putting it mildly, impossible, so the process often is used with CNC (computer numerical control) machines. Profile milling is used to make dies, molds, and other parts with more detailed surfaces, like this: