What is Die Casting?
Die casting is a manufacturing process that enables the precise creation of intricate metal components through the high-pressure injection of molten metal into specially designed molds. This technique is fundamental to various industries, including automotive, electronics, and aerospace, as it allows for the production of complex shapes with tight tolerances and excellent surface finishes.

Die casting is a versatile and efficient metal casting process recognized for its ability to produce geometrically complex metal parts using reusable molds, known as dies. This technique involves injecting molten metal under high pressure into these molds, making it particularly suitable for mass production of components with precision, repeatability, and excellent surface finish.
Developed in the mid-19th century, die casting was initially created to manufacture movable type for the printing industry. However, its applications quickly expanded to various sectors, including automotive, aerospace, and electronics. Today, die casting primarily utilizes non-ferrous metals such as aluminum, zinc, and magnesium, establishing itself as a fundamental process in the production of a wide array of products, from intricate toys to essential automotive components.
What distinguishes die casting from other casting methods is its capability to produce parts with tight tolerances and minimal need for machining. The combination of economic advantages and the high durability of die-cast parts makes it a preferred option for manufacturers seeking to reduce material waste and enhance productivity.
How Die Casting Works
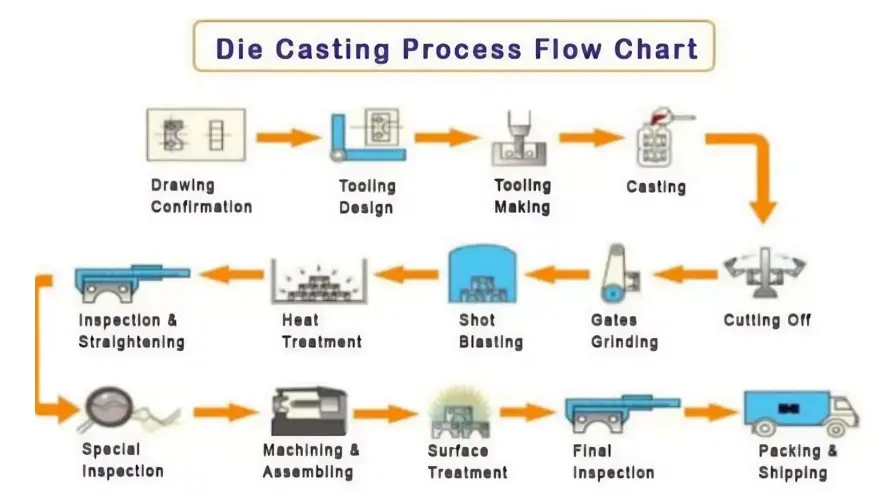
The standard mechanism of the die casting manufacturing process involves injecting molten metal into a die mold under controlled pressure, as outlined below:
Step 1: Mold Preparation
Die casting molds vary in size and design, with the following types to consider:
Single Cavity Molds:
The simplest type, featuring one cavity that produces a single part per cycle.
Multiple Cavity Molds:
These molds have identical cavities and can produce multiple identical parts in one cycle, making them ideal for mass production of a single component.
Combination Molds:
These molds contain cavities of different designs, providing flexibility to create various types of parts in one cycle.
Unit Molds:
Specially designed for parts with complex geometries, these molds maintain accuracy while allowing for features like cast-in inserts or thin walls.
After fabricating the mold, it should be cleaned to remove any contaminants that could affect part quality. Additionally, preheating the mold helps prevent thermal defects, such as cracks, which can arise from significant temperature differences between the mold and the molten metal.
Step 2: Injection Process
The injection process varies depending on whether a hot or cold chamber system is used. In a cold chamber system, melting occurs outside the casting machine, while in a hot chamber system, melting takes place within the machine itself. The molten metal is then injected into the die mold at the appropriate pressure.
Step 3: Cooling
Once injected, the molten metal must cool and solidify to form the final part. This cooling process occurs while the die mold remains clamped. Depending on the die casting variation, cooling may happen while maintaining or applying additional pressure. For instance, in pressure die casting, cooling occurs under continuous pressure to minimize shrinkage.
Step 4: Ejection
After the cast has fully solidified, the die mold is unclamped to activate the machine’s ejector pins, which push out the solidified part. To facilitate easier ejection, the mold can be lubricated before the molten metal is injected, and incorporating a draft angle can also help.
Step 5: Trimming
Post-casting, die-cast parts undergo trimming to remove flashes and other defects that leave excess material on the part. Trimming, along with additional post-machining processes such as grinding, ensures tighter tolerances. Furthermore, die-cast components may receive various surface treatments to enhance their mechanical properties, functionalities, and aesthetics.
Types of Die Casting
Die casting has two types: hot and cold chamber die casting, based on the metal melting and injection mechanism. This section gives a simple explanation of the two types:
Hot Chamber Die Casting
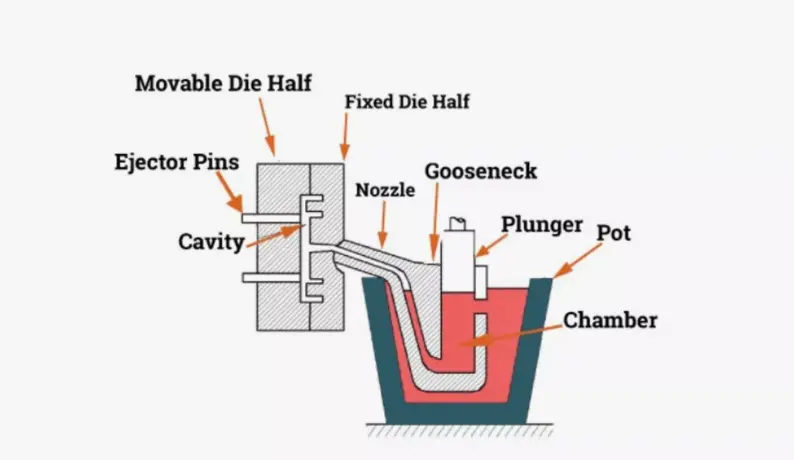
Hot chamber die casting, also known as gooseneck casting, is one of the most prominent methods used in the die casting industry, particularly suited for metals with low melting points, such as zinc, magnesium, and some alloys of aluminum. Characterized by its speed and efficiency, this process involves a furnace that is integral to the casting machine itself, allowing for rapid cycling and increased production throughput.
The procedure begins with a molten metal reservoir connected directly to the die casting machine. A pneumatically powered plunger pushes the molten metal through a gooseneck-shaped tube into the die cavity. This setup not only speeds up the process but also reduces the metal’s exposure to air, significantly minimizing oxidation and facilitating the production of stronger, denser components.
Hot chamber die casting is highly suitable for producing small to medium-sized parts that require detailed features and tight tolerances, such as gears, connectors, and housings for consumer electronics. Its ability to deliver high-quality parts with a good surface finish and dimensional consistency makes it indispensable in industries where volume production and material integrity are paramount.
Cold Chamber Die Casting
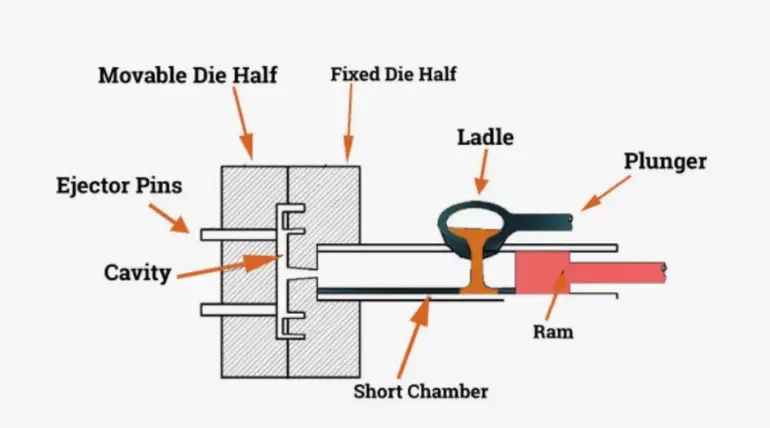
Cold chamber die casting is an essential process for working with metals that have high melting temperatures, such as aluminum, copper, and their alloys. These metals cannot be processed in a hot chamber die casting machine without risking damage to the equipment. This method is crucial for producing components that require the superior strength and thermal properties these metals offer, making it particularly important in industries such as automotive, aerospace, and heavy machinery.
Key Features of Cold Chamber Die Casting
Separation of Processes:
Unlike the hot chamber process, the cold chamber method involves manually ladling molten metal into a cold chamber. A hydraulic or mechanical plunger then forces the metal into the die cavity. This separation allows for the handling of high-melting-point metals without degrading the machine components.
Production of Large Parts:
Cold chamber die casting is especially valued for its ability to produce large, robust parts with exceptional mechanical properties and high durability. This makes it suitable for applications where strength and reliability are critical.
Wide Alloy Choices:
The process accommodates higher melting temperatures, allowing for a broader selection of alloys. This flexibility is indispensable for producing critical components that must endure extreme conditions.
Applications
The cold chamber die casting process is widely used in sectors that demand high-performance materials, ensuring that the components produced can withstand rigorous operational environments. Its ability to create durable and precise parts makes it a cornerstone in manufacturing for industries that prioritize quality and resilience.
Summary of Differences Between Hot and Cold Chamber Die Casting
| Feature | Hot Chamber Die Casting | Cold Chamber Die Casting |
|---|
| Melting Location | Melting occurs inside the casting machine | Melting occurs outside the casting machine |
| Injection Pressure | Low pressure (1000 psi to 5000 psi) | Higher pressure (1500 psi to 25,000 psi) |
| Injection Orientation | Primarily horizontal injection | Horizontal and vertical injection |
| Energy Consumption | Higher energy consumption due to continuous heating | Lower energy consumption since melting occurs outside the machine |
| Production Suitability | Ideal for high-volume production of small and intricate parts | Suitable for large, intricate parts |
Variations of the Die Casting Process
The die casting manufacturing process has several variations that modify the general template for enhanced functionality or aesthetic appeal. These variations include:
Gravity Die Casting
Process Overview:
Gravity casting utilizes gravitational force for filling the mold rather than high pressure.
Advantages:
- Reduced energy consumption
- Lower waste generation
- Minimized air entrapment
- High dimensional accuracy
Applications:
This process is commonly used in the automotive industry for manufacturing structural components such as engine blocks, cylinder heads, pump housings, and gearbox casings.
These variations allow manufacturers to choose the most suitable method for their specific needs, ensuring optimal performance and quality in the final products.
Metal Materials Used in Die Casting
Alloy die casting provides a diverse selection of materials, primarily utilizing non-ferrous metals such as aluminum, magnesium, and zinc alloys. Each alloy possesses distinct properties that make it suitable for specific applications. Below is a comprehensive comparison of common die casting alloys, highlighting their key characteristics and typical applications.
Comparison of Common Die Casting Alloys
| Alloy | Common Subtypes | Primary Constituents | Melting Point (°C) | Key Properties & Applications |
|---|
| Aluminum Alloys | A380, A360, A390, A413, ADC12 | Aluminum (Al), Copper (Cu), Silicon (Si), Magnesium (Mg) | 577 – 660 | Lightweight, corrosion-resistant, high strength-to-weight ratio, good machinability. Used in automotive, aerospace, electronics, and consumer goods. |
| Magnesium Alloys | AZ91D, AM60B, AS41B | Magnesium (Mg), Aluminum (Al), Zinc (Zn) | 632 – 650 | Extremely lightweight, good castability. Ideal for weight-sensitive applications. Used in aerospace, automotive, and electronics (e.g., handheld devices). |
| Zinc Alloys | Zamak #2, #3, #5, #7, ZA8, ZA27 | Zinc (Zn), Aluminum (Al), Copper (Cu), Magnesium (Mg) | 381 – 419 | Excellent castability, low melting point, good for intricate designs. Cost-effective. Used in electronics, hardware, toys, and automotive parts. |
| Copper Alloys | Brass (e.g., C85700), Bronze (e.g., C93200) | Copper (Cu), Zinc (Zn) (Brass); Copper (Cu), Tin (Sn) (Bronze) | 900 – 1083 | High strength, excellent conductivity and corrosion resistance. Durable. Used in plumbing, electrical connectors, marine components, and bearings. |
| Pewter (Tin Alloy) | – | Tin (Sn) (90%), Copper (Cu) (2.5%), Lead (Pb) (7.5%), Antimony (Sb) | 170 – 230 | Low melting point, good fluidity, corrosion resistance. Easy to cast. Primarily used in decorative items, figurines, and jewelry. |
| Lead Alloys | – | Lead (Pb), Tin (Sn) | 183 – 327 | Soft, low melting point, good corrosion resistance. Used in radiation shielding, previously in batteries (limited due to toxicity concerns). |
| Tin-Based Alloys | – | Tin (Sn), Copper (Cu), Antimony (Sb) | 232 | Low melting point, good corrosion resistance. Easy to cast at low temperatures. Used in electronics, jewelry, and specialized applications. |
Design Considerations in Die Casting
When designing parts for die casting, it is essential to understand various geometric features that can significantly influence the part's performance, manufacturability, and cost-effectiveness. Here are the key considerations:
1. Draft
- Definition: A draft angle is a slope integrated into the vertical directions of the die mold to facilitate easier part ejection.
- Importance: Avoiding a draft angle can cause parts to stick or drag on the die mold during ejection, potentially damaging both the part and the mold.
- Recommendations:
- A draft angle of 10 to 20 degrees is generally effective.
- For aluminum die casting, a recommended draft angle is 20 degrees per side.
- For zinc, consider a shrinkage rate of 0.7% in the tool design.
2. Fillet Radii
- Definition: Fillet radii are used to smooth sharp corners in part designs.
- Importance: They help reduce stress concentrations at sharp corners, distributing stress more evenly throughout the part.
- Recommendations:
- A minimum fillet radius of 0.4 mm is recommended, with an upper limit of 0.8 mm.
- Larger fillet radii reduce stress but increase material usage and machining costs.
- Smaller fillet radii may not provide adequate stress relief.
3. Parting Line
- Definition: The parting line is where the two mold halves meet.
- Importance: It should be straight and positioned to minimize visibility and not affect part functionality.
- Considerations: Placement can be influenced by part geometry, undercuts, draft, and gating.
4. Wall Thickness
- Importance: Consistent wall thickness is crucial to avoid shrinkage porosity and ensure even cooling.
- Recommendations:
- Avoid abrupt changes in thickness to prevent stress concentrations and defects.
- The ideal wall thickness depends on the specific alloy, part dimensions, and intended use.
- Prioritize uniformity to maintain steady cooling and reduce defect chances.
5. Bosses
- Definition: Bosses are features added to serve as mounting points.
- Importance: They should have a consistent wall thickness for maximum strength.
- Considerations:
- Ensure appropriate diameter, height, and wall thickness.
- Oversized or undersized bosses can lead to assembly issues, part distortion, or reduced strength.
6. Ribs
- Definition: Ribs are thin, raised features that enhance part strength without significantly increasing weight or material usage.
- Importance: They minimize part deflection and improve dimensional stability.
- Considerations:
- Evaluate part size, shape, thickness, height-to-width ratio, and spacing.
- Avoid overly thick or thin ribs to prevent sink marks or warping.
7. Holes and Windows
- Importance: Properly designed holes and windows facilitate ventilation, drainage, or component integration.
- Considerations:
- Pay attention to hole diameter, depth, and location to avoid defects or functional issues.
Applications and Uses of Die Casting
Die casting is a versatile manufacturing process primarily used for non-ferrous materials like aluminum, zinc, and magnesium. Below are some key industries and their specific applications:
1. Aerospace
- Components Produced:
- Aircraft engine components (housings, brackets)
- Materials Used:
- Aluminum alloys (e.g., ADC12, A380)
- Magnesium alloys (e.g., AZ91D)
- Advantages:
- Ensures dimensional accuracy.
- Suitable for complex geometries unique to aerospace applications.
- Lightweight materials contribute to fuel efficiency.
2. Automotive
- Components Produced:
- Engine components (cylinder heads, transmission housings, engine blocks)
- Body parts (wheel rims, door handles)
- Materials Used:
- Aluminum alloys (e.g., ADC12, A380)
- Zinc alloys (e.g., ZAMAK)
- Magnesium alloys (e.g., AZ91D)
- Advantages:
- High strength-to-weight ratio.
- Ability to produce intricate designs that enhance performance and aesthetics.
- Cost-effective for mass production.
3. Electronics
- Components Produced:
- Connectors, heat sinks, housings
- Materials Used:
- Aluminum alloys (e.g., ADC12, A380)
- Zinc alloys (e.g., ZAMAK)
- Magnesium alloys (e.g., AZ91D)
- Advantages:
- Precision manufacturing of complex parts.
- Excellent thermal conductivity for heat dissipation.
- Lightweight, durable components that meet industry standards.
4. Consumer Products
- Products Produced:
- Kitchen appliances, power tools, hardware
- Materials Used:
- Aluminum, zinc, and tin alloys
- Advantages:
- High productivity and efficiency in mass production.
- Cost-effectiveness contributes to competitive pricing.
- Ability to create aesthetically pleasing designs.
5. Construction
- Components Produced:
- Hardware (hinges, window frames, fixtures)
- Advantages:
- Capability to produce parts with complex shapes.
- Combines functionality with aesthetic appeal.
- Durable components suitable for various environmental conditions.
Benefits of Die Casting
Die casting offers several advantages over other manufacturing processes, making it a preferred choice in various industries. Here are the key benefits:
1. Excellent Accuracy
- High Dimensional Precision: Die casting produces parts with high dimensional accuracy, which is crucial for applications requiring tight tolerances.
- Advanced Techniques: Using advanced CNC machines, particularly 5-axis CNC machines, can achieve even tighter tolerances.
- Casting Variations: Methods like Low Pressure Die Casting (LPDC) and gravity die casting enhance accuracy by promoting proper filling of the die.
2. Complex Details
- Intricate Geometries: The process allows for the production of parts with complex shapes, including features like cast-in inserts and thin walls.
- Design Flexibility: This capability enables manufacturers to create diverse parts that meet specific functionality and design requirements.
3. Quick Delivery of High Production Volumes
- High Throughput: Die casting is suitable for high-volume production, resulting in a low cost per unit part.
- Speed Factors: Production speed can vary based on the casting method; for example, high-pressure casting is particularly fast due to the pressures involved.
- Mold Design: Utilizing multiple and combination molds can further enhance speed and efficiency.
4. Smooth Surface Finishes
- Quality Surface Finish: Parts produced through techniques like low pressure casting, gravity casting, and semisolid casting typically exhibit smooth surface finishes.
- Reduced Defects: The pressure used in these methods ensures proper filling of the die, increasing dimensional accuracy and minimizing air entrapment, which reduces porosity.
5. Long Mold Life
- Durable Materials: Die molds are often made from high-quality steel, which can withstand the high pressures and temperatures of the casting process.
- Longevity: The robustness of steel contributes to the longevity of the molds, making them a worthwhile investment for high-volume production.
Limitations and Challenges of Die Casting
Despite its advantages, die casting has some limitations that may affect its suitability for certain applications:
1. Applicable Only to Non-Ferrous Metals
- Material Restrictions: Die casting is primarily suitable for non-ferrous metals like aluminum, zinc, and magnesium.
- High Melting Points: Ferrous metals such as steel and iron have higher melting points, necessitating special equipment that is not compatible with standard die casting processes.
2. High Die Costs
- Initial Investment: The cost of die molds can be high due to the complexity involved in CNC machining and the materials used.
- Complex Parts: The manufacturing cost increases when dealing with intricate designs, making the initial setup a significant investment.
3. Susceptibility to Defects
- Common Defects: Die-cast parts can be prone to defects such as porosity, shrinkage, and surface imperfections.
- Air Entrapment: In high-pressure casting, air entrapment can lead to pores that may cause issues during heat treatment, necessitating additional finishing processes that increase costs.
4. Unsuitability for Small Projects
- High Initial Costs: The significant upfront costs associated with setting up die casting processes make it less viable for small-scale projects or one-off part production.
- Mass Production Focus: To achieve cost-effectiveness, die casting is best suited for mass production, limiting its application in smaller manufacturing runs.
Comparing Die Casting with Other Manufacturing Processes
Die casting is often compared to other manufacturing methods such as injection molding and forging. Understanding the differences between these processes can help in selecting the right method for specific applications. Below are the comparisons:
Difference Between Die Casting and Injection Molding
Both die casting and injection molding utilize an injection principle and are capable of producing parts with complex details and excellent surface finishes. However, they differ significantly in terms of materials and processes.
| Differences | Die Casting | Injection Molding |
|---|
| Process | Metal injection into a predesigned steel mold under pressure | Molten plastic injection into a predesigned steel or aluminum mold under pressure |
| Material | Non-ferrous metal alloys (e.g., aluminum, zinc, magnesium) | Thermoplastic or thermosetting plastics |
| Mold Materials | Steel | Steel or aluminum |
| Cooling Time | Longer cooling times | Shorter cooling times |
| Production Speed | Slower | Faster |
| Tooling Cost | Higher die casting tooling costs due to the use of steel molds | Lower tooling cost due to the use of aluminum molds |
| Part Cost | Higher part costs due to longer production times | Lower part costs due to faster production times |
Differences Between Forging and Die Casting
The primary distinction between forging and die casting lies in the method of shaping the metal. Forging involves applying compressive forces to shape heated metal, while die casting relies on injecting molten metal into a mold.
| Differences | Forging | Die Casting |
|---|
| Process | Involves shaping the metal by applying compressive forces | Injection of the metal in a molten state into a mold under pressure |
| Material | Suitable for ferrous and non-ferrous metals (e.g., steel and aluminum) | Suitable for only non-ferrous metals like aluminum, zinc, magnesium |
| Mold Material | Does not require a mold; uses a die | Steel molds |
| Production Speed | Slower | Faster |
| Tolerance Control | Moderate tolerance | High tolerance control due to the precision mold manufacturing process |
| Final Part Properties | Improved mechanical properties due to the forging process | Mechanical properties depend on the casting material |
Summary
Die casting, injection molding, and forging are distinct manufacturing processes, each with its own set of advantages and limitations.
- Die Casting is ideal for producing high-precision parts from non-ferrous metals, particularly when complex geometries and excellent surface finishes are required.
- Injection Molding is best suited for producing plastic parts quickly and cost-effectively, making it a popular choice for consumer products.
- Forging is preferred for applications that require superior mechanical properties and can accommodate both ferrous and non-ferrous materials, though it typically involves slower production speeds.
Choosing the right process depends on factors like material requirements, production volume, cost, and the specific properties needed in the final product.
Selecting the Right Die Casting Service Provider
Die casting is a simple metal fabrication process, but might require little knowledge and experience. Utilizing advance die casting techniques ensures better precision and higher quality. As a result, outsourcing to the right service providers such as ours is a better approach.
At RapidDirect, our team of engineers has years of experience in die casting services. We are in a better position to advise you on the right die casting process for your project. We are an ISO 9001:2015 certified company with state-of-the-art facilities that guarantee the manufacturing of high-quality parts. Uploading design files on our online platform, you will get a quote and DfM analysis within 12 hours.
FAQs about Die Casting
1. Is Die Casting Product Long-Lasting?
Yes, die-cast products are known for their high longevity. However, the lifespan of the parts depends on several factors:
- Material Used: The type of metal alloy can affect durability.
- Environment of Use: Exposure to harsh conditions can impact longevity.
- Proper Maintenance: Regular maintenance can significantly enhance the lifespan of die-cast parts.
2. Is Post-Machining Always Required After Die Casting?
No, post-machining is not always necessary. Whether it is required depends on specific part requirements:
- Surface Finish: Some parts may need additional machining, like grinding, for improved surface finish.
- Tolerance Requirements: Parts requiring tighter tolerances may also undergo post-machining.
- Blank Castings: In some cases, castings can serve as blanks for the next stage of manufacturing without further machining.
3. How Much Does Die Casting Cost?
The cost of die casting varies based on several factors:
- Production Volume: Higher volumes generally lower the per-unit cost.
- Material: Different materials have different costs.
- Part Complexity and Size: More complex or larger parts can increase costs.
- Example Costs:
- Aluminum die casting tooling can cost around £4000.
- Finished parts may cost as low as £0.4 each.
- Cost-Effectiveness: Die casting is most cost-effective for high-volume production runs.
4. Can Die Casting Be Used for Prototyping?
No, metal die casting is not suitable for prototyping due to:
- High Tooling Costs: The initial investment is significant.
- Long Lead Times: The time required to produce tooling can be lengthy.
- Alternative Methods: For prototyping, methods like 3D printing or CNC machining are preferred. Die casting is better suited for mass production once the design is finalized.
5. How Does 3D Printing Enhance Die Casting?
3D printing enhances the die casting process in several ways:
- Rapid Prototyping: It allows for quick creation of prototypes, facilitating faster design iterations.
- Flexible Mold Designs: Designers can experiment with different mold designs and make adjustments as needed.
- Integration with Die Casting: The ability to quickly modify designs can improve the overall efficiency and effectiveness of the die casting process.
Summary
These FAQs provide a clear understanding of die casting, addressing common concerns regarding longevity, costs, and its role in prototyping. By understanding these aspects, manufacturers can make informed decisions about using die casting for their projects.
 Isabella
Published Date: 2025/10/20
Isabella
Published Date: 2025/10/20
